



30秒一段产品介绍视频,带你了解选水下闸门维修全国统一价产品的功能、特点和使用方法。
以下是:选水下闸门维修全国统一价的图文介绍

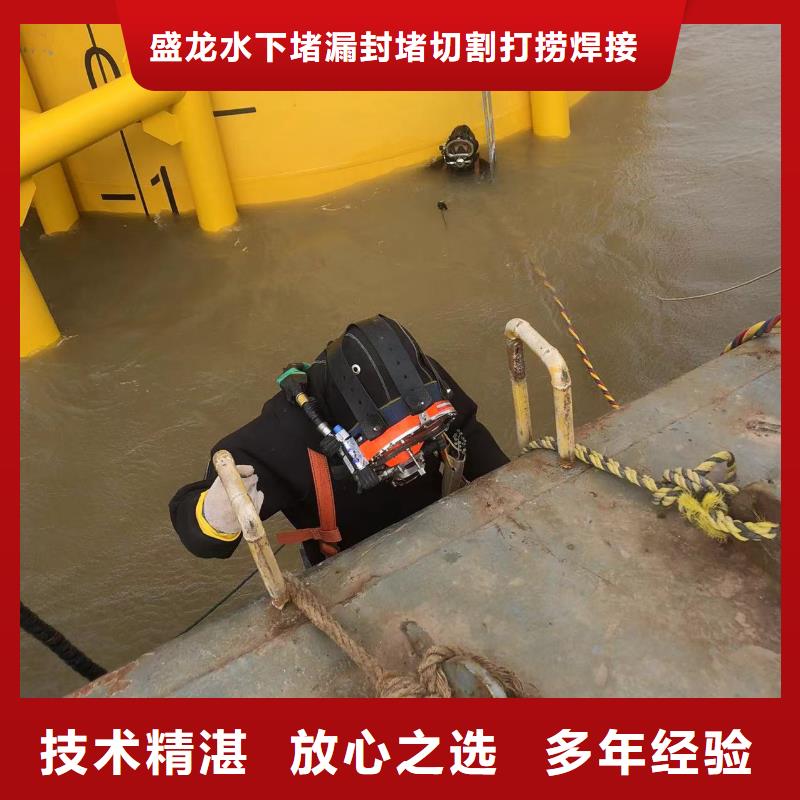
选水下闸门维修全国统一价

一般状况下,水下切割全过程多从被切割工件的边缘开始,向正中间切割,直到断开;但有时候受结构特点或自然环境限制,应从正中间开始切割。
从工件边缘开始切割时, 将割条端部触及工件边缘,并垂直平分切割面,使割条内孔骑到工件边缘凸线上,随后合闸起弧。 是选用接触法引弧,开始时 是不必移动割条,待工件边缘产生凹型口后再渐渐地向正中间移动,开始正常切割;也可在边缘周边(离边缘线的间距不超过11mm)引弧,引弧后快速向边缘移动,使边缘口产生凹口,随后再向正中间逐渐切割。
从正中间开始切割时,要比从边缘开始切割非常容易一些。 将割条端部触及工件,使之与工件的切割面成80°~85°角,随后选用接触法或划擦法引弧。引弧后维持原地不动,直到割穿后再开始正常切割。


水下焊接特点
水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是:
1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。
2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量超过允许值,很容易引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。
3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷明显,容易产生高硬度淬硬组织。因此,水下堵漏只有采用干法焊接时,才能避免冷效应。
4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。
水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是:
1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。
2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量超过允许值,很容易引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。
3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷明显,容易产生高硬度淬硬组织。因此,水下堵漏只有采用干法焊接时,才能避免冷效应。
4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。



由于 水下堵漏公司发货即时、质量可靠、使用方便、返修率低、售后服务完善,已经畅销全国多个省份,获得众多用户的好评。
欢迎全国广大用户选购,共同发展,共创辉煌!


